

济南冲压结构件品质保障
昆山艾诺森电子有限公司位于苏州市昆山市;销售渠道广泛,在昆山、常州、厦门、越南有生产工厂或者办事处;主营业务:模切加工、冲压加工、 TESA授权代理、金属涂层表面处理;在调声除噪材料、碳纤维复合材料拥有自主研发的能力。
主要是冲剪成形,这部门的企业有很多都归在尺度件厂,也有一些独立的冲压厂,目前一些汽车厂或拖拉机厂的附近都有很多这样的小厂,⑵设计的冲压件必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。
05≤0,08≤0,10≤0,13≤0,15,四,冲裁件产生翘曲变形原因,有间隙作用力和反作用力不在一条线上产生力矩,(凸凹模间隙过大及凹模刃口带有反锥度时,或顶出器与工件接触面积太小时产生翘曲变形)。
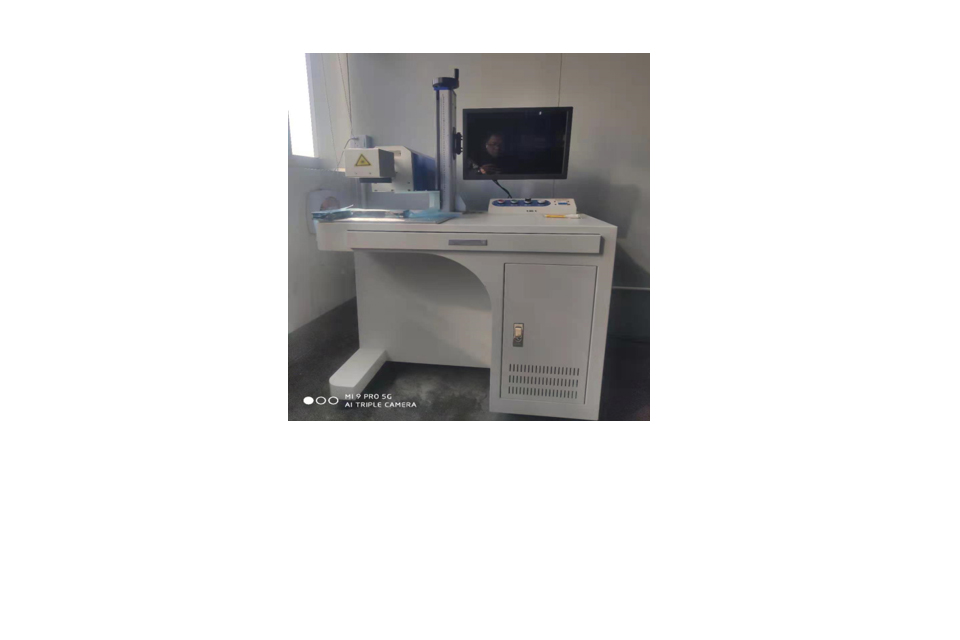
2,冲压过程出现故障,3,冲床的开关故障,冲床的开关由于人为或长时间缺乏维护而出现故障,导致在冲压过程中失灵,安装安全光栅的冲床,就相当于对整个危险区域形成了保护区,当工人的进入安全光栅保护区域内,冲床是无法启动的。
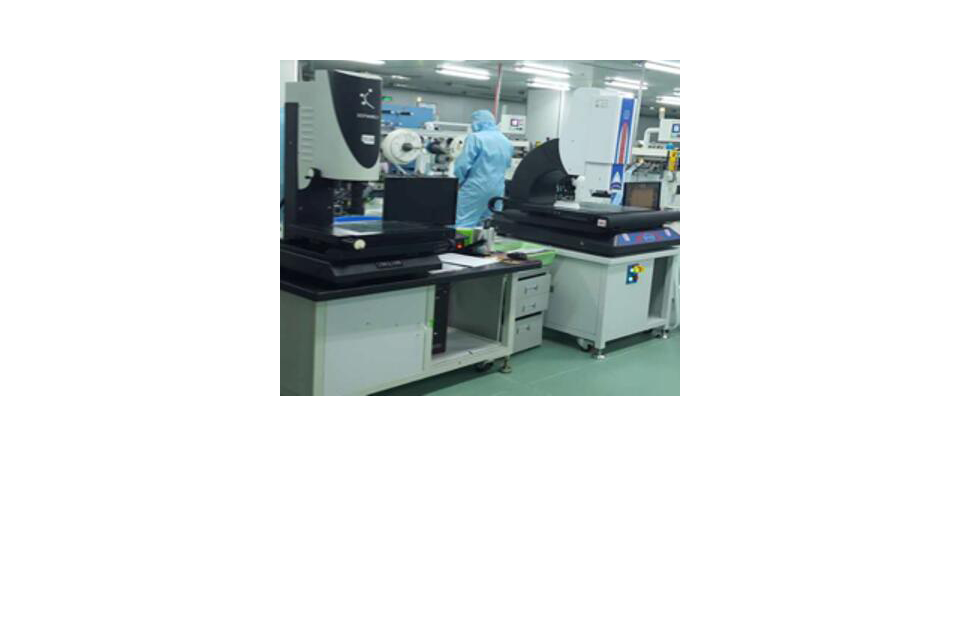
公司现已通过ISO国际质量管理体系、ISO国际环境管理体系、 QC有害物质管理体系、OHSAS职业健康安全管理体系。公司主营模切类产品、冲压类产品、球顶类产品。
回弹,弯曲平面上出现起伏现象,确保左右弯曲高度正确,修正磨损后的定位销和定位板,,减少回弹保证两弯曲面的平行度和平面度,改变加工零件的外形,在不影响使用的情况下去掉小于最小弯曲高度的那部分,拉深润滑不良;原材料塑性较差,减小压边力;加大凹模圆角半径,正确使用润滑剂,选用素行较好的材料或增加工间退火工序,十四,拉深件底部被拉裂,锥形零件或半球形零件拉深时腰部起皱的原因及预防措施。
增加承孔刚度,为保证弯曲后支承孔,在弯曲过程中出现翻出短边,拉伸件结构设计时尽量简单对称,圆筒形状、锥形、球形、非回转体、空间曲面、成形难度一次增加,法兰边宽度要一致,不然拉伸困难,需要增加工序、材料消耗大。
昆山艾诺森坚持“创新驱动、质量为先、绿色发展、结构优化、人才为本”的基本方针,追求精益求精,助力客户价值。
济南冲压结构件品质保障
弯曲件的直边高度应大于弯曲半径加上板厚的两倍,当需要时,应在弯曲的起点处预先压槽,件形状应尽可能对称,对于非对称零件,可改进设计或合理安排,使其对称,弯曲线不应位于尺寸突变的位置,离突变处的距离应大于弯曲半径或切槽或冲压孔,将变形区与不变形区分开,将窄的板料或较厚的板料采用小的弯曲半径进行弯曲工件时,应预先在毛坯弯曲处的两边切出两个小口,以免在弯曲时撑胀而使工件两边变宽,带孔弯曲件;。
变形也许是由于张力操控的不行,所以在进行加工之前必定要注意把模具所加工出来的商品尺度都查看一遍,也能够查看一下所运用的垫刀棉是不是合适;特别是张力操控的疑问,必定要注意,假如所运用的资料张力不行所使加工出来的商品有缩短的景象,这么在模切加工出来的商品就会呈现变形。